市同乡机电设备步进式BD150A-L2-50-B1-S6均载伺服齿轮箱
文章来源:ymcdkj
发布时间:2024-05-10 12:23:47
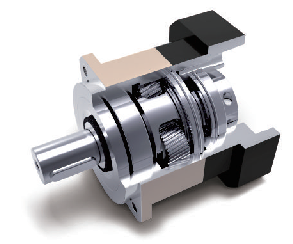
B1-S6均载伺服齿轮箱
用1:1的HN,将其退除后,进行第二次浸锌,第二次浸锌后,只有得到均匀、细密、与基体结合力良好的锌层时,才能进入下道工序。浸锌过程中要注意摆动,防止零件互相重叠而造成局部无锌层。若发现浸锌质量不好,用1:1的HN,退除后再重新浸锌。浸锌后的零件在进入镀铜溶液时要带电人槽,并用大电流冲击镀2min后,再回到正常电流。在电镀中若发现零件表面发黑、发暗时,可将零件取出经过后再电镀。
解决措施:提高齿轮的强度,齿轮的精度,降低齿轮和轴的粗糙度数值。提高从动齿轮与轴的精度紧固性, 主要是精密行星减速机齿轮达到合理的过盈配合。
斜齿轮减速机常见问题解决方法
1.保证装配质量 可购或一些专用工具,拆卸和减速机部件时,尽量避免用锤子等其他工具敲击;更换齿轮、蜗轮蜗杆时,尽量选用原厂配件和成对更换;装配输出轴时,要注意公差配合;要使用防粘剂或 油保护空心轴,防止磨损生锈或配合面积垢,维修时难拆卸。
2.润滑油和添加剂的选用 斜齿轮-蜗轮蜗杆减速机一般选用220#齿轮油,对重负荷、启动频繁、使用环境较差的减速机,可选用一些润滑油添加剂,使减速机在停止运转时齿轮油依然附着在齿轮表面,形成保护膜,防止重负荷、低速、高转矩和启动时金属间的直接接触。添加剂中含有密封圈调节剂和抗漏剂,使密封圈保持柔软和性,有效减少润滑油漏。
3.减速机位置的选择
位置允许的情况下,尽量不采用立式。立式时,润滑油的添加量要比水平多很多,易造成减速机发热和漏油。
4.建立润滑维护制度 可根据润滑工作“五定”原则对减速机进行维护,到每一台减速机都有责任人定期检查,发现温升明显,超过40℃或油温超过80℃,油的质量下降或油中发现较多的铜粉以及产生不正常的噪声等现象时,要立即停止使用,及时检修,排除故障,更换润滑油。加油时,要注意油量,保证减速机得到正确的润滑。
4、保证齿坯的精度:齿轮孔的尺寸的精度要求在孔的偏 05mm;如果超差而又在孔的设计要求范围内,必须分类,分别转入切齿工序。齿坯的端面跳动及径向跳动为6级,定在0.01~0.02mm范围内。
5、切齿措施:对外购的齿轮具必须进行检验,必须达到AA级要求。齿轮具刃磨后必须对具前刃面径向性、容屑槽的相邻周节差、容屑槽周节的累积误差、齿前面与内孔轴线平行度进行检验。在不影响齿轮强度的前提下,提高齿顶高系数,增加0.05~0.1m,,改善具齿顶高系数,避免齿轮传动齿根干涉。M=1~2的齿轮采用齿顶修圆滚,修圆量R=0.1~0.15m。消除齿顶毛,改善齿轮传动时齿顶干涉。切齿设备每年要进行一次精度检查,达不到要求的必须进行维修。操作者亦要经常进行自检,特别是在机床主轴径向间隙控制在0.01mm以下,轴径跳0.005mm以下,轴窜动0.008mm以下。具的精度:具径向跳动控制在0.003mm以下,端面跳动0.004mm以下。切齿工装精度,心轴外径与工件孔的间隙,保证在0.001~0.004mm以内。心轴上的螺纹必须在丙顶类下,由螺纹床进行磨削:垂直度≦0.003mm,径跳≦0.005mm。螺母必须保证内螺纹与基准面一次装夹车成,垫圈的平行度≦0.003mm。
+< -S2-P2-P1
00-S2-P2-P1< -S2-P2-P1
00-S2-P2-P1